
Quality Control of Metal Powder Feedstock for Additive Manufacturing
The term “Additive Manufacturing” describes a process in which digital 3D design data, typically generated by CAD, are used to build a component layer by layer by depositing material. Additive Manufacturing, also widely known as “3D printing”, is a red-hot topic for R&D departments and small-scale production companies alike. Many manufacturers offer 3D printers or systems for Additive Manufacturing based on a variety of technologies and materials, for example in automotive, aerospace, defense, food, jewelry, medicine, and many other industries. Some of these methods have matured from a development tool for rapid prototyping to a standard production method. The basis for most of the above-mentioned processes is a powder bed on which material is sequentially deposited. Depending on the desired specifications of the 3D components, different types of powders are employed in the printing process. The particle size distribution and shape of the powders is a critical parameter for the operating conditions of the printer and for the properties of the final product. The size distribution (average size, as well as the amount of dust and the number of oversized particles) but also the shape of the particles has a strong influence on the flow behaviour of the powders. Generally, round particles within a narrow size range are preferred as they flow more easily and can be deposited more homogeneously. On the other hand, if the size range is too narrow, the packing density of the powder decreases which can generate voids and inhomogeneities in the final component. Oversized particles may cause defects in the thin layer of the powder and in the structure of the finished component. Small particles, for example, melt faster than larger particles but contain more oxide due to their relatively large surface area. The oxide content changes the material properties which characterize pure metals, for example melting temperature, conductivity etc.
Overview of the most commonly used 3D printing technologies
| Type | Technologies | Materials |
|---|---|---|
| Material jetting | Drop-on-demand or continuous (single- or multi-nozzle) particle deposition | Hot-melt materials (wax, thermoplastic, metal alloy), dispersed materials (technical ceramics, metals, polymers) |
| Material extrusion | Fused deposition modeling (FDM) or fused filament fabrication (FFF) and fused pellet fabrication or fused particle fabrication | Thermoplastics, eutectic metals, edible materials, rubbers, modeling clay, plasticine |
| Robocasting or MIG welding 3D printing or direct ink writing (DIW) or extrusion based additive manufacturing of metals (EAM) and ceramics (EAC) | Metal-binder mixtures such as metal clay, ceramic-binder mixtures (including ceramic clay and ceramic slurries), cermet, metal matrix composite, ceramic matrix composite, metal (MIG welding) | |
| Additive friction stir deposition (AFSD) | Metal alloys | |
| Composite filament fabrication (CFF) | Nylon or nylon reinforced with carbon, Kevlar or glass fibers | |
| Light polymerized | Stereolithography (SLA) | Photopolymer (including preceramic polymers) |
| Digital light processing (DLP) | Photopolymer | |
| Continuous liquid interface production (CLIP) | Photopolymer + thermally activated chemistry | |
| Dynamic Interface Printing (DIP) | Photopolymer | |
| Powder bed | Powder bed and inkjet head 3D printing (3DP) | Almost any metal alloy, powdered polymers, Plaster |
| Electron-beam melting (EBM) | Almost any metal alloy including titanium alloys | |
| Selective laser melting (SLM) | Titanium alloys, cobalt-chrome alloys, stainless steel, aluminium | |
| Selective heat sintering (SHS) | Thermoplastic powder | |
| Selective laser sintering (SLS) | Thermoplastics, metal powders, ceramic powders | |
| Direct metal laser sintering (DMLS) | Metal alloys | |
| Laminated | Laminated object manufacturing (LOM) | Paper, metal foil, plastic film |
| Powder fed | Laser metal deposition (LMD) or Directed Energy Deposition (DED) | Metal alloys |
| Extreme high-speed laser cladding (EHLA) | Metal alloys | |
| Wire | Electron beam freeform fabrication (EBF) | Metal alloys |
| Wire-arc additive manufacturing (WAAM) | Metal alloys |
The Importance of Particle Analysis with CAMSIZER X2
-
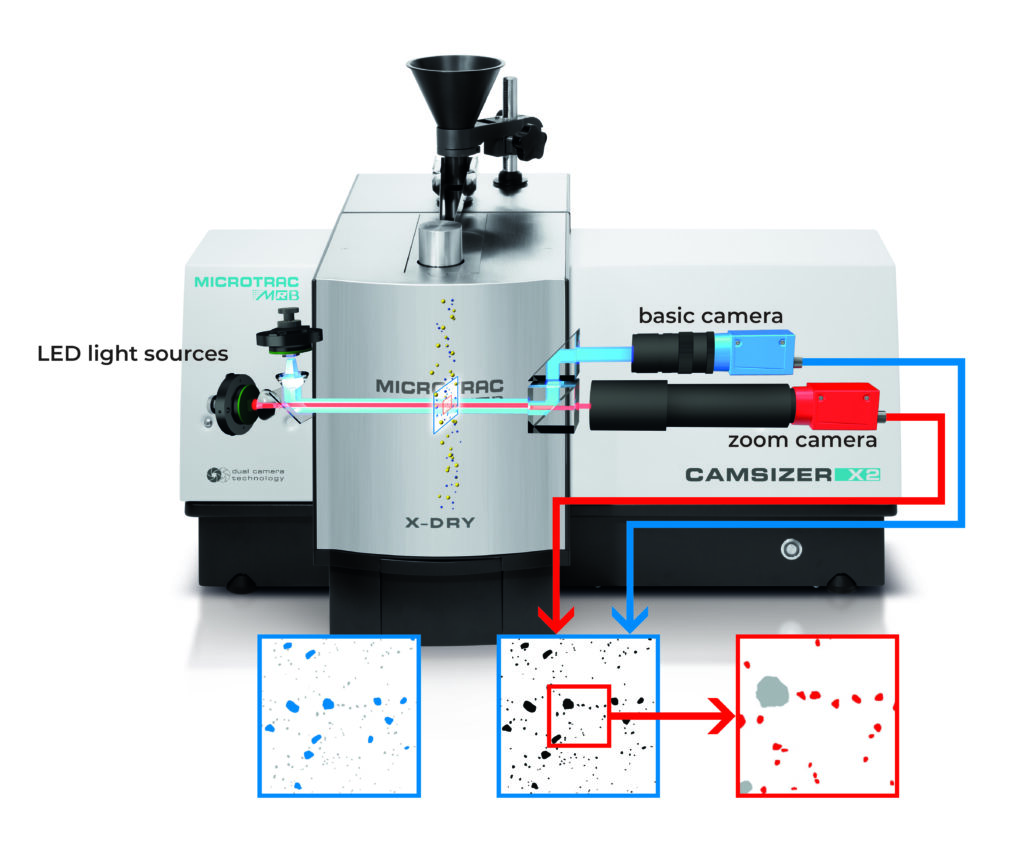
Microtrac CAMSIZER X2 Particle Size and Shape Analyzer
The CAMSIZER X2 is a powerful, extremely versatile particle size and shape analyzer with a wide measuring range.
-
Brand:
Microtrac

-
Brand:
The cost for the raw powder materials is an important factor in the manufacturing process. Only a very small amount of the powder forms the component. The rest of the powder bed, which has not been sintered, is recycled. The used material however may contain an unwanted amount of oversized, fused particles. Also, the shape of the particles could be different from the original powder. It might be necessary to screen the recycled powder to remove the oversized particles and blend it with fresh powder. Therefore, it is essential to check the quality of the recycled powders.
The CAMSIZER X2 is the perfect tool to analyze the particle size and shape of these powders, thus characterizing the raw material in the most comprehensive way. Even smallest amounts (<0.01%) of out-of-spec particles are detected. This ensures consistent quality of the manufactured products.
Typical sample materials
The following metal powders can conveniently be analyzed with the CAMSIZER X2: aluminum, cobalt, chromium, inconel, manganese, olybdenum, nickel, steel, titanium, tungsten, silver, gold and respective alloys. The best approach is to use dry dispersion with the X-Jet module at a moderate dispersion pressure of 20 kPa.
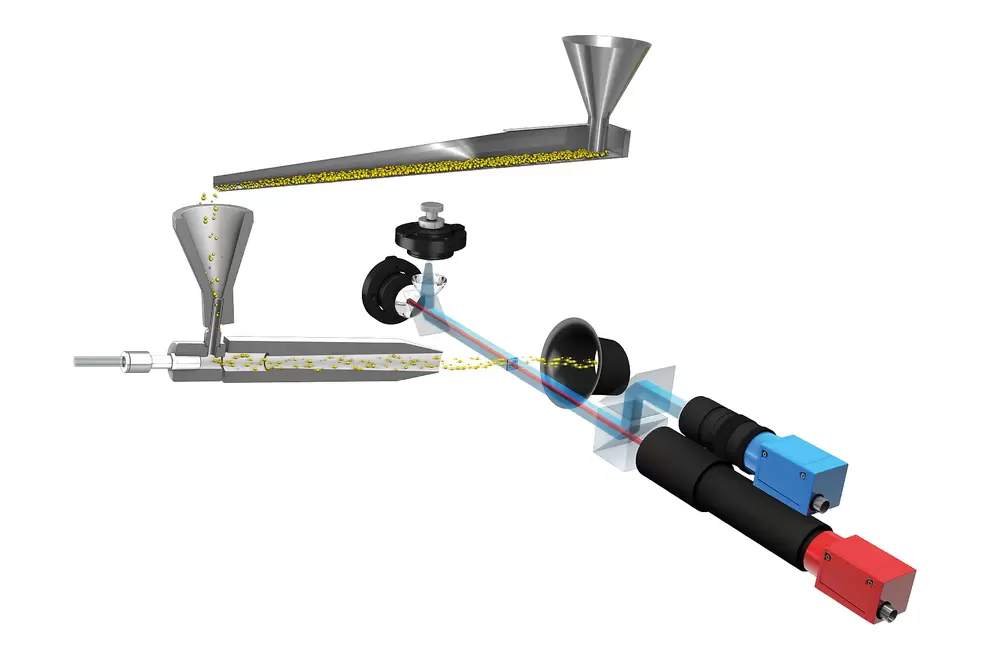
The X-Jet dry dispersion module of the CAMSIZER X2 guarantees effective, yet gentle dispersion. Particles are measured in an air flow
The X-Jet dry dispersion module of the CAMSIZER X2 guarantees effective, yet gentle dispersion. Particles are measured in an air flow
Example 1: Comparison of laser diffraction and CAMSIZER X2
In the past, particle size analysis of metal powders was typically done by sieve analysis or laser diffraction. However, the method of Dynamic Image Analysis (DIA) allows a better understanding of the material properties, as length and width of the particles are detected independently. In contrast, laser diffraction analyzers calculate only one “size” parameter. The calculation algorithms of the laser instruments, irrespective of the brand or model, are based on a simple sphere model. The real shape of the particles is ignored and only the “equivalent diameter” is calculated. For irregularly shaped particles, laser diffraction analyzers often mix and misinterpret the data obtained from particle length and particle diameter, thus overestimating the percentage of large particles and pretending a wide size distribution.
Smallest amounts of oversized material, even below 0.01% Vol., are reliably detected by the CAMSIZER X2 as the measurement principle is based on the detection of individual particles in thousands of pictures per measurement. If a particle is captured, then the data of this particle is included in the measurement result, even if there is only one particle of a particular size and shape in the whole sample (“needle in a haystack”).
Laser diffraction analyzers detect an averaged scattering signal from all particles simultaneously. Small quantities of oversize or undersize particles are only included in the results if the amount of these particles exceeds the detection limit of typically about 2% Vol. Below this limit the signal is treated as noise and ignored by the software. Consequently, a laser diffraction analyzer does not detect oversized particles safely and reliably. Both sieve analysis and CAMSIZER X2 offer much better sensitivity.

Typical CAMSIZER X2 images of irregularly shaped metal particles of different sizes.
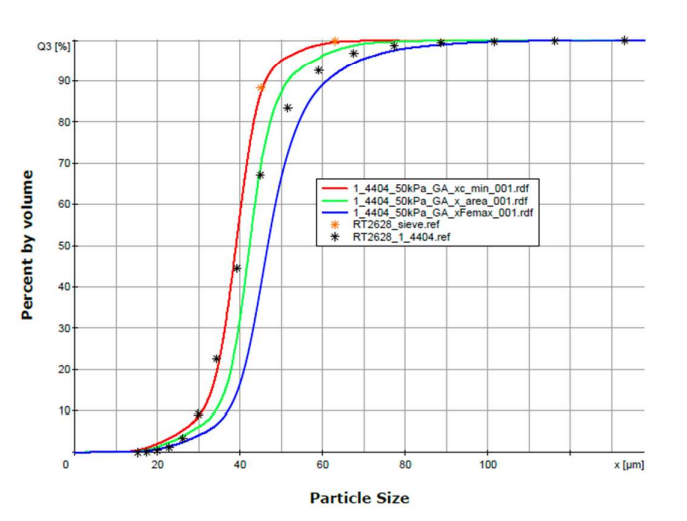
The CAMSIZER X2 provides information on particle width (red), particle length (blue) and the equivalent circle diameter (green).
The x50 value of the latter is usually more or less similar to the measurement of the laser particle analyzer (black*). The laser diffraction analyzer and the CAMSIZER X2 width measurement show a similar distribution for small particles. The percentage of oversize particles detected by the CAMSIZER X2 is in very good agreement with the results of sieve analysis. (orange *) whereas the laser sizer calculates too many large particles compared sieve analysis.
Example 2: Titanium and steel powder
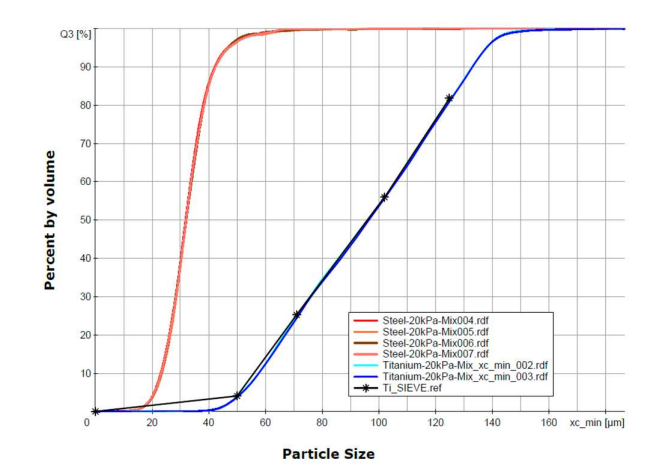
Titanium powder is used, for example, in the aerospace industry. Our example shows two sets of measurements of two powders with different size distribution. The CAMSIZER X2 measurements demonstrate excellent reproducibility and agreement with sieve analysis results.
Note that each measurement of the steel powders took less than 20 sec. Two metal powder samples (titanium and steel) measured with the CAMSIZER X2 using the X-Jet dry dispersion module with 20 kPa dispersion pressure. the four measurements of the steel powder (different shades of red) took less than 20 seconds each. The reproducibility is excellent as can be seen from the almost perfect overlap of the four curves. The same can be said for the two titanium powder measurements (light blue and dark blue), which also agree perfectly with sieve results (black*).
Example 3 – Fine Metal Powders
Even close to the detection limit of 1 μm, the Camsizer X2 offers better resolution and sensitivity than a laser particle sizer. These types of powders are typically used in Metal Injection Molding (MIM) processes.
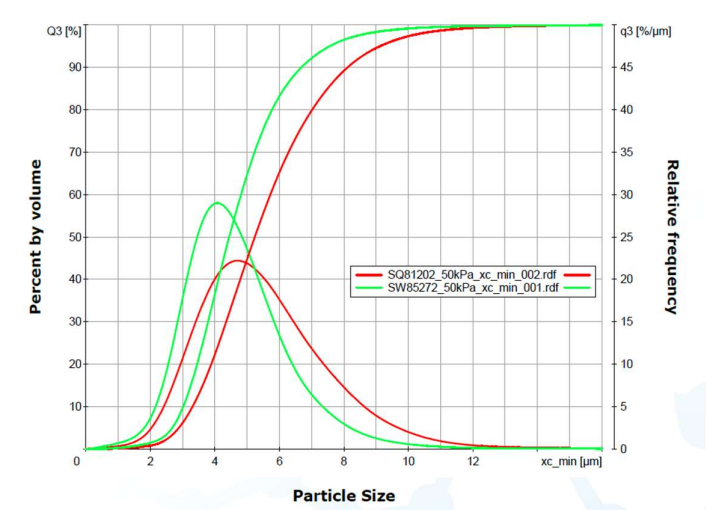
Two measurements of fine metal powders with a d50 value of 4.5 μm and 5.2 μm measured in dry dispersion mode. The CAMSIZERX2 analyzes fine powders down to 1 μm with excellent resolution, repeatability and sensitivity
Elevate Your 3D Printing with Additive Plus
The CAMSIZER X2 is ideal for determining the particle shape and particle size distribution of fine metal powders. Especially in modern powder metallurgical processes such as additive manufacturing, dynamic image analysis provides valuable information for the usability of both raw materials and recycled material. Particularly noteworthy are the short measuring times, the high sample throughput, the reliable detection of even the smallest amounts of oversize, and the finding of particles that deviate from the desired shape.
If you’re ready to take your 3D printing projects to the next level, Additive Plus is here to help. With over 10 years of experience, we specialize in helping clients integrate and optimize 3D printing technologies seamlessly into their operations.
Our curated portfolio features industry-leading brands like Farsoon Technologies, Kings3D, offering a wide range of materials and services to meet diverse needs. From design to consulting, we provide the expertise and tools to bring your ideas to life.
FAQ
What is the significance of particle size and shape in 3D printing of metal components?
Particle size and shape are critical parameters that influence the flow behavior of powders, the operating conditions of the printer, and the properties of the final product. Round particles in a narrow size range typically flow better and allow for more homogeneous deposition. However, if the size range is too narrow, it can lead to lower packing density and potential voids in the final component.
How does the CAMSIZER X2 improve particle analysis compared to traditional methods?
The CAMSIZER X2 utilizes Dynamic Image Analysis (DIA), which measures both the length and width of particles independently, providing a more accurate representation of particle shape and size. In contrast, traditional methods like laser diffraction only calculate one size parameter based on a spherical model, which can lead to misinterpretation of irregularly shaped particles.
What types of metal powders can be analyzed with the CAMSIZER X2?
The CAMSIZER X2 can analyze a variety of metal powders, including aluminum, cobalt, chromium, inconel, manganese, molybdenum, nickel, steel, titanium, tungsten, silver, gold, and their respective alloys.
Can CAMSIZER X2 help in maintaining consistent quality in additive manufacturing?
Yes, by providing comprehensive analysis of particle size and shape, the CAMSIZER X2 ensures that only high-quality powders are used in the printing process. This consistency is vital for producing reliable and high-performance components in additive manufacturing.
What information does the CAMSIZER X2 provide about particle dimensions?
The CAMSIZER X2 measures particle width, length, and equivalent circle diameter. This detailed analysis helps in understanding particle shape and size distribution, which is crucial for applications like additive manufacturing.
How quickly can the CAMSIZER X2 perform measurements on metal powders?
The CAMSIZER X2 can perform measurements on metal powders in less than 20 seconds per sample. This high throughput makes it suitable for rapid quality control and analysis in industrial applications.
What types of metal powders can be analyzed with the CAMSIZER X2?
The CAMSIZER X2 is capable of analyzing a variety of metal powders, including titanium and steel, among others. It is particularly effective for fine powders with a particle size down to 1 μm
How does dynamic image analysis benefit additive manufacturing processes?
Dynamic image analysis with the CAMSIZER X2 provides valuable insights into particle shape and size distribution, which are essential for optimizing raw and recycled materials in additive manufacturing. The ability to detect small amounts of oversized particles and deviations from desired shapes enhances the overall quality and performance of printed components.
Explore What’s New in 3D Printing
Selective Laser Sintering (SLS) and Its Applications in 3D Printing
Innovative Composite 3D Printed Suspension Components for Lunar Rover
Top 5 Heat-Resistant Plastics for High-Temperature Applications
Polyamide vs Nylon: Key Differences, Strengths, and Best Uses
Join Additive Plus at RAPID + TCT 2025 for the Launch of AO Metal 3D Printers
TPR vs TPE: Understanding the Differences and Choosing the Right Material
Related Posts

The term “Additive Manufacturing” describes a process in which digital 3D design data, typically generated…
